
Electrodes tungstène
Partout où des cordons de soudure finement travaillés sont créés, des matériaux de haute qualité sont soudés et des joints soudés avec précision, le soudage TIG est nécessaire – et de bonnes électrodes tungstène. Avec le soudage au gaz inerte au tungstène (TIG), en plus de la torche, de la source d’alimentation et du gaz de protection, l’électrode tungstène non fusible et résistante à la température est un facteur essentiel pour des résultats optimaux.
La gamme d’électrodes de soudage TIG est très étendue. Au plus tard lorsqu’il s’agit de choisir l’électrode TIG adaptée à votre propre tâche de soudage, vous serez confronté à un codage couleur des électrodes tungstène. Les différents types d’électrodes sont marqués de différentes couleurs.

Comme son nom l’indique, le composant principal des électrodes tungstène est le tungstène. À l’exception de l’électrode de soudage TIG verte en tungstène pur, toutes les autres sont fabriquées avec des additifs oxydants tels que l’oxyde de zirconium, l’oxyde de lanthane, l’oxyde de cérium ou l’oxyde de thorium. D’autres contiennent des additifs oxydants avec des terres rares. Sur cette page, vous trouverez leur effet et leurs propriétés sous la rubrique « Électrodes de soudage TIG et leur codage couleur ou dopage ».
Lors du choix de l’électrode tungstène, les aspects suivants doivent être pris en compte :
- Type d’électrode tungstène
- Diamètre de l’électrode
- Qualité de l’affûtage et rugosité de l’électrode
- Géométrie de la pointe de l’électrode de soudage TIG
Toutes les informations en un coup d’œil
- Électrodes de soudage TIG et leur codage couleur ou dopage – types d’électrodes tungstène
- Qualité d’affûtage et rugosité de l’électrode
- Géométrie de la pointe de l’électrode de soudage TIG
- Trouver la bonne électrode tungstène TIG
- Blogs sur le soudage TIG et les électrodes tungstène
- Vidéo électrodes tungstène
- Documentation
Électrodes de soudage TIG et leur codage couleur ou dopage – types d’électrodes tungstène
E3® PRO
L’électrode tungstène E3® PRO avec le code couleur violet et or peut être utilisée pour tous les processus. Il s’agit d’une évolution de l’E3® à succès d’ABICOR BINZEL. Grâce à sa composition particulière en oxydes de terres rares et à un procédé de fabrication nouvellement développé, sa structure est particulièrement fine et homogène. En conséquence, elle a des propriétés d’amorçage encore meilleures – dans la plage des ampères faibles, elles sont même nettement meilleures – et a une durée de vie encore plus longue que son prédécesseur. L’électrode TIG E3® PRO peut être utilisée aussi bien en courant continu qu’en courant alternatif, pour le soudage manuel ainsi que dans les applications automatisées. De plus, l’E3® PRO est absolument non toxique pour l’homme et l’environnement. Si vous voulez jouer la sécurité lors du soudage TIG, l’E3® PRO est une électrode tungstène qui peut être utilisée pour toutes les applications et tous les matériaux.
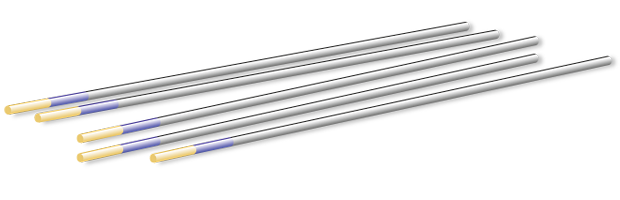
Code couleur avec terres rares :
- Violet-or = E3® PRO
E3®
L’électrode tungstène E3® (violette) développée par ABICOR BINZEL avec des oxydes de terres rares comme éléments dopants convient aussi bien au soudage en courant continu (DC) qu’en courant alternatif (AC). Pratiquement n’importe quel métal peut être soudé avec. En raison de ses excellentes propriétés d’amorçage, elle est donc également souvent utilisée pour les processus automatisés. Pendant le processus de soudage, la température de l’électrode reste constamment basse, ce qui garantit une meilleure capacité de transport de courant et une durée de vie plus longue par rapport aux électrodes thoriées. Ces dernières ne peuvent être utilisées que dans des cas exceptionnels en raison de leurs effets extrêmement nocifs.
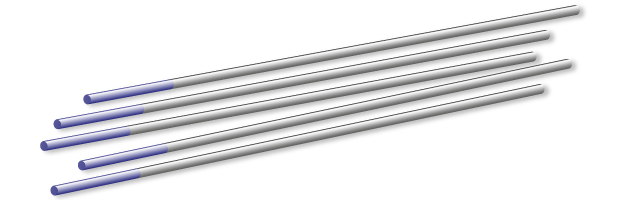
Codage couleur avec les oxydes de terres rares :
- Violet = E3®
WLa
Cette électrode tungstène est principalement utilisée pour le soudage d’aciers non alliés et fortement alliés, d’aluminium, de titane, de cuivre et d’alliages de magnésium. Son élément dopant, l’oxyde de lanthane, le rend adapté au soudage en courant continu ainsi qu’au soudage en courant alternatif, tout comme la E3®. L’électrode de soudage TIG dorée est également utilisée dans le soudage micro-plasma.
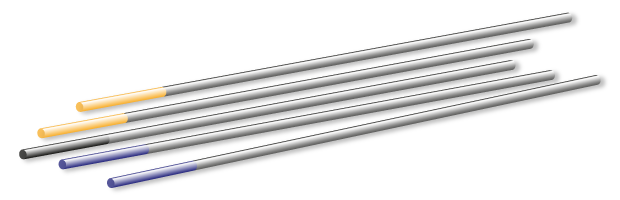
Codage couleur avec oxyde de lanthane :
- Noir = WLa 10 – avec 0,8 à 1,2 % d’oxyde de lanthane
- Or = WLa 15 – avec 1,3 à 1,7 % d’oxyde de lanthane
- Bleu = WLa 20 – avec 1,7 à 2,2 % d’oxyde de lanthane
WCe
L’élément dopant oxyde de cérium rend cette électrode de soudage TIG plus résistante qu’une électrode avec du tungstène pur, mais moins que les électrodes E3® et lanthane. Ce type d’électrode tungstène est principalement utilisé dans la gamme des courants moyens et faibles pour le soudage des aciers non alliés et fortement alliés ainsi que des alliages d’aluminium, de cuivre, de nickel, de titane et de magnésium. Ils peuvent être utilisés à la fois pour le soudage à courant alternatif et le soudage à courant continu, mais moins bien que l’électrode E3® d’ABICOR BINZEL.
Codage couleur avec oxyde de cérium :
- Gris = WCe 20 – avec 1,8 à 2,2 % d’oxyde de cérium
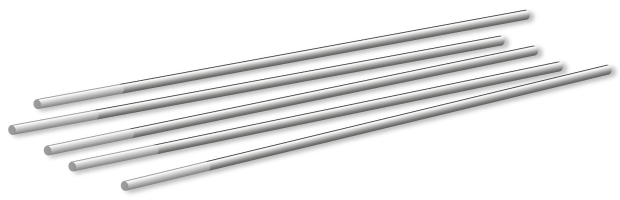
WP
L’électrode tungstène verte non dopée a été développée pour le soudage à courant alternatif sinusoïdal, en particulier pour les métaux légers. Il ne convient pas au soudage en courant continu. Comme l’électrode verte en tungstène pur empêche la formation d’une onde carrée pure en raison de son inertie et de sa fonction de travail élevée, il n’est pas recommandé d’utiliser cette électrode de soudage avec des sources d’alimentation onduleur. Le remplacement idéal de l’électrode tungstène verte est l’E3®.
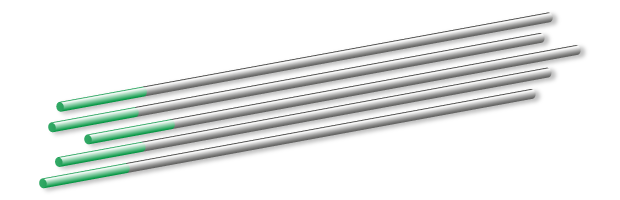
Code couleur avec du tungstène pur :
- Vert = W – en tungstène pur sans aucun composant d’oxyde
WZr
Avec son élément dopant en oxyde de zirconium, cette électrode tungstène réduit le risque de contamination du bain de fusion. Cette électrode de soudage TIG est principalement utilisée pour le soudage AC, et peut convenir au soudage DC dans certaines conditions. Dans le soudage AC, cet élément de dopage assure un dôme très stable. D’autre part, une électrode tungstène avec du zirconium ne s’amorce pas aussi bien.
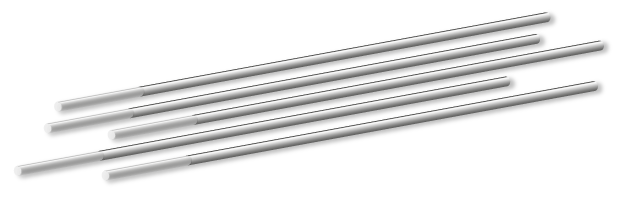
Codage couleur avec oxyde de zirconium :
- Blanc = WZr 08 – avec 0,7 à 0,9 % d’oxyde de zirconium
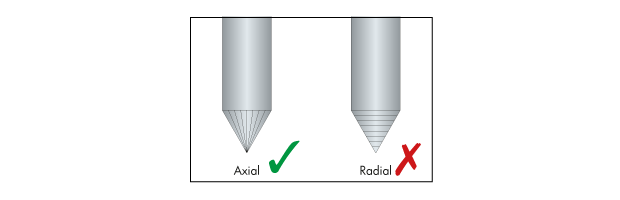
Qualité de l’affûtage et rugosité de l’électrode
Avant qu’une électrode tungstène puisse être utilisée, elle doit être rectifiée, car en plus de la qualité de l’affûtage, la direction de l’affûtage affecte l’arc. Important lors de l’affûtage de l’électrode TIG : le sens de l’affûtage doit être longitudinal (axial) par rapport à l’électrode ! Un biseau dans le sens transversal (radial) à l’électrode de soudage TIG provoque un arc très agité et instable. De plus, si elles ne sont pas correctement rectifiées, les plus petites particules de tungstène peuvent pénétrer dans le bain de fusion et le contaminer. Une électrode tungstène rectifiée axialement a de bonnes propriétés d’amorçage, un arc stable et une émission d’électrons favorable.
Géométrie de la pointe de l’électrode de soudage TIG
Les deux électrodes polyvalentes ABICOR BINZEL pour le soudage TIG E3® et E3® PRO produisent le meilleur résultat de soudage si elles sont affûtées avec un angle de 60 degrés et utilisées dans la plage de courant prévue. Des angles plus aigus d’environ 30 degrés sont plus adaptés à la plage de courant inférieure. Dans ce cas, il est préférable de passer à une électrode plus fine.
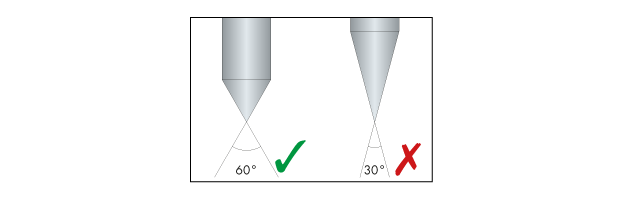
Avec un angle de meulage plus obtus de 60 degrés, un bain de soudure plus étroit, une capacité de transport de courant élevée et une durée de vie plus longue peuvent être obtenus.
Trouver la bonne électrode tungstène TIG
Le tableau ci-dessous présente les types d’électrodes tungstène les plus courants, y compris leur aptitude et leurs propriétés. Cet aperçu vous aidera certainement à trouver l’électrode de soudage TIG adaptée à votre propre processus de soudage.
L’illustration montre clairement que l’E3® ainsi que l’E3® PRO peuvent être utilisées universellement et ont les meilleures propriétés dans tous les domaines :
| E3® PRO | E3® violet |
WLa 15 or |
WLa 20 bleu |
WCe 20 gris |
WP vert |
WZr 08 blanc |
|
| or-violet | |||||||
| Courant continu pôle négatif | +++ | +++ | ++ | +++ | + | – | – |
| Courant alternatif | +++ | +++ | + | + | + | + | ++ |
| Stabilité de l’arc | +++ | ++ | + | ++ | + | – | ++ |
| Amorçage | +++++ | ++++ | ++ | +++ | + | – | + |
| Durée de vie | +++++ | ++++ | ++ | +++ | + | + | ++ |
| Aciers soudables fortement alliés | ++++ | ++++ | +++ | +++ | +++ | – | – |
| Aluminium soudable | ++++ | ++++ | + | + | + | ++ | ++ |
Blogs sur le soudage TIG et les électrodes tungstène
Anglaise
- Conseils pratiques pour le soudage : Électrodes tungstène – Tout savoir sur les accessoires de soudage « Électrodes de soudage TIG »
- Les bases de BINZEL : sélection de la torche TIG, configuration des consommables, entretien et maintenance
- Comment affûter correctement des électrodes tungstène et rester en sécurité en le faisant
-
Conseils pratiques pour le soudage : affûtage des électrodes tungstène