
ABICOR Innovation Award 2010 (1st Place)
Fundamentally development work
 Dipl.-Ing. Sascha Rose (Institut für Oberflächen- und Fertigungstechnik, Technische Universität Dresden)
Dipl.-Ing. Sascha Rose (Institut für Oberflächen- und Fertigungstechnik, Technische Universität Dresden)
 Dr.-Ing. Jörg Zschetzsche (Institut für Oberflächen- und Fertigungstechnik, Technische Universität Dresden)
Dr.-Ing. Jörg Zschetzsche (Institut für Oberflächen- und Fertigungstechnik, Technische Universität Dresden)
On-line diagnostics of process gas flows during welding
During inert gas welding, the process gas has a decisive influence on the process itself and the welding result. It is often still assumed that the arc and the inert gas could be considered separately from one another. However, extremely complex interactions take place in the area near the arc between the partly ionized components of the gases between the electrodes (inert gas, metal vapour and air in the worst case). Consequently, the flow processes are determined on the one hand by the free jet of inert gas flowing from the torch, while on the other, the hot ionized gases (arc) are greatly accelerated in the electrical field and interact with the cold free jet. The result is a complex turbulent flow field with very high speed and temperature gradients.
This can be seen in the form of sporadically occurring process instability e.g. during mechanical and automated processes with reproducible torch and workpiece movement. To counteract their causes, knowlege about the causal links between gas flows and the process progress on the one hand and the process result on the other is required.
In order to better understand what is happening in the arc, great efforts have been made in the field of numerical simulation just recently. What all simulation calculations have in common, however, is that sporadically occurring instability can only be explained to a certain extent, and that the result of the simulation has to be checked by measurements.
For this reason, a method has been developed within the context of this paper which can be used to diagnose the flow processes of the process gases in the direct vicinity of the arc. The measuring method must meet demanding requirements: Very high resolution in terms of space and time, measurement at very high temperatures near the arc, simultaneous recording of different speeds on one measuring level as well as the continuous recording of turbulent flow processes.
These requirements can only be met by Particle Image Velocimetry (PIV). PIV is a non-intrusive entire-field method without probe and is able to record complete flow areas. PIV measurements are based on the observation of small particles which follow the flow. The particles which follow the process gas flow are illuminated in a measuring plane at a defined time interval by a laser widened to a light-section, and photographed at the same time by a camera arranged at a right angle to the measuring plane. With a high image frequency (up to 20 kHz), this results in a fast motion recording of the course of the flow. Identical pixel groups which represent the scatter light information of the tracer particles are identified on the individual images. Since the depiction scale and the time between images are known, the correlation of pixel groups in the individual images can be used to calculate flow vectors and other flow-related parameters.
In order to carry out measurements in a radiation-intensive, hot and small measuring volume during inert gas welding, the PIV measuring method has to be adapted to these conditions. This mainly concerns particle selection and feed, laser exposure and the synchronous image recording of the laser exposure using a high-speed camera.
The results of the PIV measurements prove for the first time that the formation of the flow field not only depends on the torch design, the volume flow and composition of the process gas, but is also significantly determined by the process parameters. The arc burns in a non-stationary flowing inert gas environment, it is formed by ionisation of process gases and metal vapours and is in intensive interaction with the surrounding atmosphere. A change in process parameters (arc voltage and current intensity) – and consequently the arc - have a direct effect on process gas flow. Flows which dominate the process gas free jet are induced by the arc. The measurements show, for example, the suction of cold gas by the arc as well as eddy formation in the outer area. These effects are particularly striking in the case of processes with high parameter gradients such as pulsed GMA welding (see pictures)
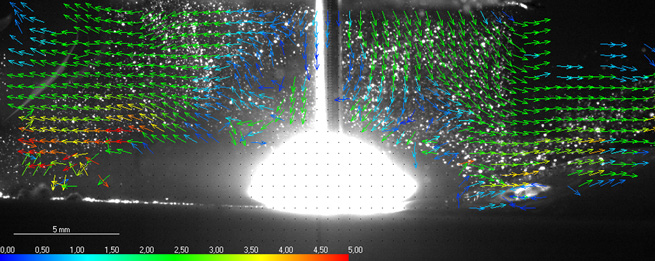
Photo 1: Pulsed GMA arc, PIV flow field at the beginning of the impulse phase, expansion of the process gas
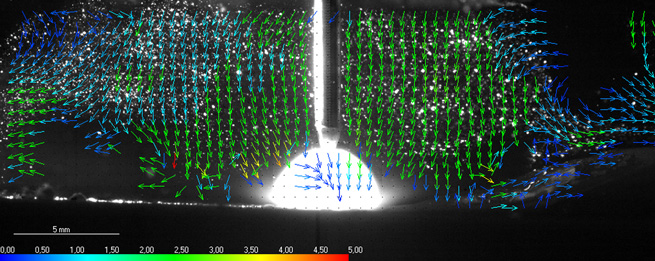
Photo 2: Pulsed GMA arc, PIV flow field at the end of the impulse phase, gas drawn in by the light arc
In conclusion it can be stated that flow processes of the process gases during inert gas welding can only be considered in connection with the processes within the arc. For the first time, the modified PIV method allows transient flow-related processes during inert gas welding and soldering to be analysed in terms of quality and quantity. This knowledge can be used to characterise and optimise welding torches, and develop new methods and variants through the specific exploitation of physical effects. The increase in process reliability in particular is useful for automation and mechanisation during arc welding.