
Senzor za sledenje varu iST ARC
Vsak varilni spoj spremeni v precizen varilni spoj
Varilni roboti in varilni stroji morajo delovati učinkovito. Vsak var mora biti natančen, saj napačni vari niso sprejemljivi. Ustrezna tehnologija mora omogočati izravnavo vseh manjših odstopanj na sestavnem delu. Inteligentno vodenje gorilnika, kot na primer sensor za sledenje zvarov iST ARC (iSENSE TRACK ARC) podjetja ABICOR BINZEL, je že zdavnaj postalo nepogrešljivo.
Senzorji iST ARC za sledenje varu zlahka zaznajo odstopanja v spojih obdelovanca že pri minimalni širine reže 0,1 mm in v realnem času prilagodijo pot gorilnika. S tem senzorjem lahko zmanjšate število zavrženega materiala in stroške popravkov pri avtomatiziranem MIG/MAG varjenju in TIG varjenju vseh običajnih kovin, kot so nerjavno jeklo in zlitine nerjavnega jekla, aluminij in druge kovine. Senzor je primeren za različne procese spajanja, kot so obločno varjenje, lasersko varjenje in potopno obločno varjenje.

iST ARC podrobneje
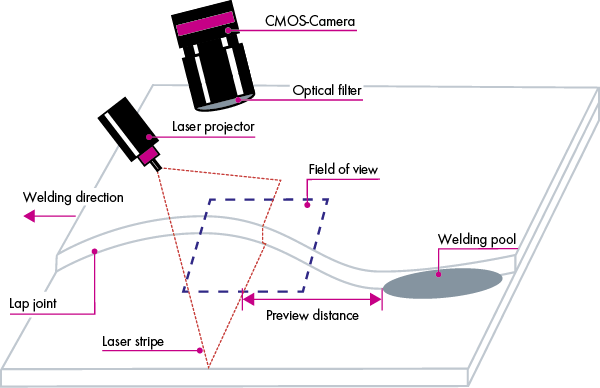
Vsi senzorji za sledenje varilnih šivov iST ARC delujejo po načelu laserske triangulacije. To pomeni naslednje:
Iz glave senzorja se na obdelovanec projicira laserska črta. Kamera v senzorju nato zajame to lasersko črto. Algoritmi senzorja nato analizirajo položaj in obliko laserske črte na sliki kamere. Tako se izmerita položaj in stanje spoja. Krmilnik robota ali varilni stroj prejme te informacije in po potrebi popravi varjenje.
Prefinjene rešitve, kot so samodejni nadzor ojačitve, grafična interaktivna operaterska naprava (GIO) in snemanje brez povezave, kot je opisano v nadaljevanju, znatno poenostavijo nastavitev in delovanje sistema. Vzdrževanju prijazna zasnova zaščitnega stekla zmanjšuje izpade.
Obdelava slike v glavi senzorja
Celoten sistem obdelave slike senzorjev za sledenje šivov iST ARC je integriran neposredno v glavo senzorja. Ta rešitev odpravlja potrebo po dodatnem procesnem računalniku in tako prihrani prostor v robotski celici. Prednost je tudi, da lahko vmesnik in komunikacijo iST ARC med senzorsko glavo in robotom - tako imenovano breakout ploščo - preprosto vgradite v nadzorno omarico. Manjša teža pozitivno vpliva tudi na prostornino dobave in s tem na stroške prevoza.
En kabel za napajanje in prenos podatkov
Napajanje senzorske glave ter podatkovna povezava med senzorsko glavo in razdelilno ploščo potekata preko enega samega povezovalnega kabla. To zmanjšuje število dodatnih vmesnikov in s tem dodatnih virov napak v vaših avtomatiziranih aplikacijah.
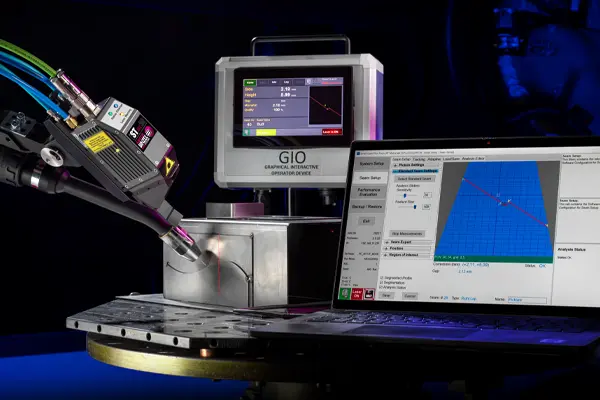
Enostavno upravljanje z grafičnim interaktivnim zaslonom (GIO)
Zanimiva in praktična možnost za iST ARC je opcijski grafični interaktivni zaslon (GIO). S to kompaktno in robustno enoto lahko operater ali vzdrževalec natančno vidi, kaj sistem počne, in po potrebi to zabeleži za analizo brez povezave, ne da bi bilo treba ustaviti celico in priključiti prenosni računalnik.
Samodejno prilagajanje parametrov šiva
Samodejni nadzor ojačitve senzorjev za sledenje šivov iST ARC samodejno prilagaja čas zaklopa kamere, intenzivnost laserja in druge parametre. Intenzivnost laserja se na primer samodejno zmanjša v primeru prevelike osvetlitve. Ta funkcija olajša nastavitev parametrov šiva in preprečuje neoptimalno nastavitev parametrov.
Enostavno vzdrževanje/popravilo
Zasnova glave senzorja vseh modelov iST ARC omogoča enostavno vzdrževanje, kot je zamenjava zaščite proti razpršitvam, ne da bi bilo treba senzor poslati na servis. V primeru okvare stopite v stik z lokalno kontaktno osebo ABCIOR BINZEL, ki lahko hitro in enostavno zamenja senzor na kraju samem. Montažna plošča z vijačnim repom omogoča enostavno zamenjavo glave senzorja brez uporabe orodja.



Optimizacija brez povezave za težave s storitvami
Če imate vprašanja o tem, kako lahko izboljšate delovanje senzorja iST ARC v svoji specifični aplikaciji, uporabite možnost hitre in enostavne optimizacije brez povezave. To storite tako, da nam svoje zbrane podatke o zvarnih šivih iz vaših avtomatiziranih aplikacij pošljete neposredno po e-pošti na naslov: seam-tracking@binzel-abicor.com . Preverili bomo podatke, jih optimizirali in vam vrnili optimiziran nabor parametrov. Dolgi izpadi vašega senzorja za sledenje šivov ali dragi obiski na kraju samem so zmanjšani na najmanjšo možno mero.
Vrste senzorjev
Vsi trije tipi senzorjev za sledenje zvarnega šiva zagotavljajo odlično zmogljivost sledenja. Po potrebi lahko programska oprema senzorja krmilniku robota posreduje informacije o značilnostih šiva, kot so površina, prostornina in kot, ter omogoča prilagodljivo prilagoditev varilnih parametrov. Senzor iST ARC je na voljo v treh različicah z različnimi vidnimi polji in ločljivostmi:

iST ARC 15 s 15 mm horizontalnim vidnim poljem in visoko ločljivostjo je primeren za sledenje šivom v ozkih vrzelih, zlasti pri aplikacijah s tanko pločevino.

Z vodoravnim vidnim poljem 30 mm je iST ARC 30 odlična rešitev za aplikacije, kjer sta potrebna vidno polje in ločljivost.

iST ARC 50 s 50 mm horizontalnim vidnim poljem je idealen za varjenje debelih plošč in varjenje z več prehodi zaradi velikega vidnega polja in velike prilagodljivosti algoritmov za zaznavanje šivov.
Kaj se lahko zgodi med robotskim varjenjem?
Vsakdo pozna situacijo: komponente se pregledajo po varjenju in pogosto se ugotovi, da zvarni šivi niso v ustreznem položaju ali da so slabe kakovosti. Vzrok: slabo pritrjeni deli ali težave s pripomočki, ki niso bili pravilno pripravljeni. Teh napak ni mogoče izravnati v postopku varjenja, saj robot sledi svoji programirani poti, zaradi česar pride do naknadne obdelave ali, v najslabšem primeru, do izmetov.
S senzorjem za vodenje zvarnega šiva se lahko že na začetku izognemo izmetom ali dragi naknadni obdelavi. Tak senzor povečuje kakovost zvarnih šivov, saj se tudi manjša odstopanja na sestavnem delu neposredno prepoznajo in kompenzirajo v realnem času. Ker senzor zagotavlja pravilno pozicioniranje zvarnega šiva, je običajno mogoče povečati hitrost varjenja, ne da bi zapravljali čas in material za prevelike zvarne šive.
Kako preprečiti napake na zvarnih šivih
Najpreprostejša rešitev bi bile natančno izdelane komponente z vsemi tolerancami in zelo natančna vpenjalna orodja. Vendar pa je to praktično neizvedljivo. Pri strojno ali robotsko krmiljenem varjenju je mogoče varilni gorilnik pravilno nastaviti z uporabo senzorja za sledenje šivu. Senzor varilnemu robotu posreduje podatke o dejanskem položaju spoja, ki ga je treba zvariti, in varjenje poteka točno tam. Toplotne deformacije med varjenjem ali odstopanja od priprave komponent se izravnajo. Izmeri se lahko tudi velikost zvarnega šiva, kar krmilniku robota omogoča, da prilagodi postopek varjenja.
Katere varjene spoje morajo biti sistemi za sledenje šivov sposobni spremljati?
Pri varjenju pločevine morajo biti sistemi za optično sledenje šivov sposobni prepoznati in slediti različnim vrstam šivov - kot je navedeno spodaj. Senzorji iz družine iST ARC imajo standardno širok nabor vzorcev šivov. Programska oprema omogoča dodajanje prilagojenih vzorcev šivov, če je to potrebno. To je odlično, saj so aplikacije običajno zelo specifične.