
Gas nozzles for MIG/MAG torches
It is one of the most important equipment parts of a MIG/MAG welding torch or a TIG welding torch: the gas nozzle, often also called shroud. The task of the gas nozzle is to allow the shielding gas required for the welding process to flow into the process evenly and laminar, so that a constant shielding gas coverage of the arc and the weld pool against the atmosphere is guaranteed.

The demands on material and tools are sometimes extreme in MIG/MAG welding. Good tools such as the welding torch with its wear and spare parts are decisive for the quality of the weld seam and the effectiveness of the welding process. Especially the wear parts in the front end of the torch head have to cope with a lot, as these are the parts closest to the process. The gas nozzle is located at the front or directly at the process – only in certain cases the contact tip protrudes further – and has to face great heat, radiation and flying weld spatter.
There are elementary differences in terms of material selection, processing and quality. With gas nozzles from ABICOR BINZEL, you have a wear part that meets the existing requirements in the usual premium quality.
Tasks of a gas nozzle
The gas nozzle ensures a proper gas flow in the welding process by guiding the gas stream compressed into the process and thus protecting the arc from the surrounding atmosphere. To ensure that this is always guaranteed, the gas nozzle must be clean and free from particles as far as possible, which inevitably arise during MIG/MAG welding – which is a short-circuit arc process. Any interfering contour caused by adhered or burnt-in particles will cause the gas flow to swirl and affect the gas coverage. It is therefore all the more important to protect the shroud as well as possible from spatter adhesion. On the one hand by the choice of material, on the other hand by the use of anti-spatter protection.
Another task of the gas nozzle is to dissipate the heat generated in the process as quickly as possible so that the welding torch itself is protected from overheating. This is also especially important when welding preheated components.
MIG/MAG gas nozzles – Material & Properties
The basic material of a MIG/MAG gas nozzle is usually copper alloy, sometimes pure copper is used. Others have an additional coating of nickel, for example, to prevent adhesion or the burning in of weld spatter from the MIG/MAG process and thus ensure a longer service life of the shroud. In addition, the advantage of these coatings is that weld spatter is easier to remove again because it does not burn in as deeply.
Copper gas nozzles

Copper is a good conductor of heat, very resistant and easy to work with. As a general rule, the cooler the gas nozzles, the less spatter adhesion. Due to their very good thermal conductivity, gas nozzles made of copper are ideally suited for welding in all ampere ranges. In addition to gas nozzles made of pure copper, there are also coated gas nozzles.
Nickel-plated gas nozzles

A nickel coating prevents weld spatter, which occurs in a MIG/MAG process, from adhering easily. At the same time, these gas nozzles with their copper body offer the advantages of copper gas nozzles. In addition, the reflective properties of nickel keep both light and heat out and ensure that the temperature of the welding torch remains low. ABIMIG® welding torches from ABICOR BINZEL even have highly polished nickel-plated gas nozzles, which therefore reflect the heat best and thus protect the shroud and the welding torch as a whole very well against spatter adhesion. Compared to conventional gas nozzles from the MB range, these even have a longer service life.
Shapes of MIG/MAG gas nozzles
There are different gas nozzle shapes and which one is chosen depends on the welding requirement and accessibility. In all cases, optimum gas coverage is essential, especially when welding high-alloy material or aluminum, where the influence of atmospheric air in particular can severely affect weld quality, as evidenced by annealing colours and the formation of pores. At the same time, sufficient accessibility to the component must be guaranteed. Therefore, it is always necessary to find a compromise between accessibility and required gas coverage.
Visualised gas flow
The following figures show examples of the gas flow from two different gas nozzles:
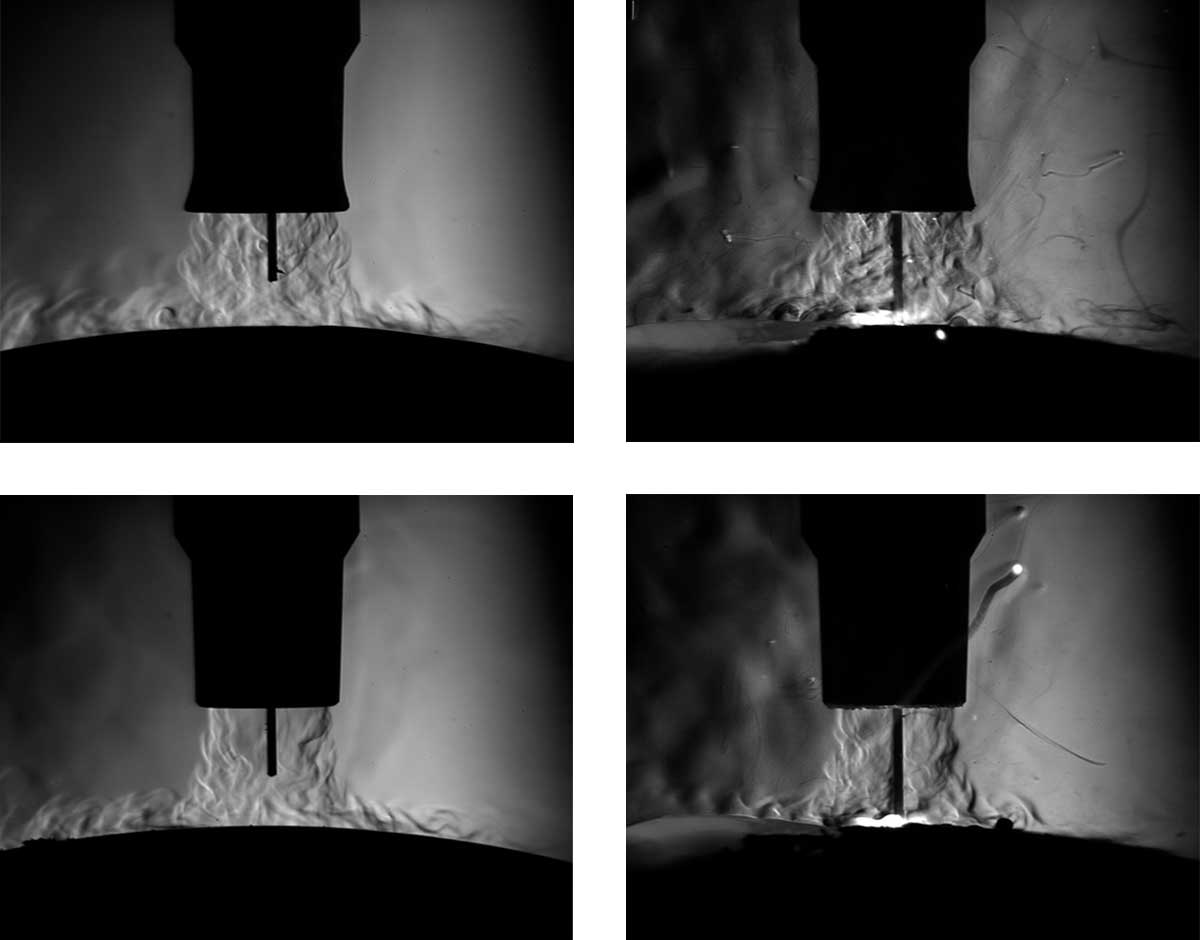
The two figures above show a trumped-shaped gas nozzle, which is indicated by turbulence in the shielding gas. Both figures below show the gas flow of a standard cylindrical gas nozzle.
The so-called Schlieren interferometry used in the ABICOR BINZEL ARCLab – the in-house research and development department – makes the visualisation of the gas flow possible. The gas flow can be visualised and analysed during the welding process by using special cameras. The images with and without the arc show that the flow behaviour is significantly influenced by the arc. For example, the shroud shape shown in the image above does not provide sufficient shielding gas coverage. The cylindrical gas nozzle also ensures a constant laminar shielding gas flow during the welding process and thus optimum shielding gas coverage.
An actual assessment of the quality of the shielding gas cover is possible by measuring the oxygen content in the area below the gas nozzle. For this purpose, a special test bench is also available in the ABICOR BINZEL ARCLab.
The following figures show the differences in the quality of the shielding gas coverage of the two cylindrical standard gas nozzle shapes.
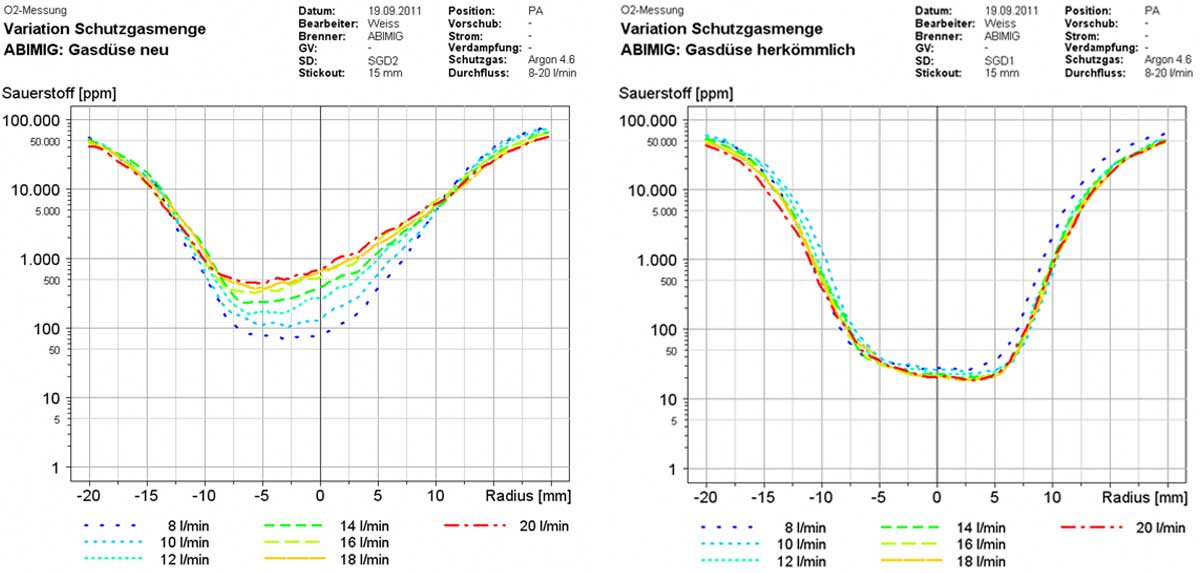
It can be seen that the shape marked as »Gasdüse neu« (gas nozzle new) does not allow uniform shielding gas coverage. The oxygen content under the gas nozzle reaches a minimum of 100 ppm, while the conventional cylindrical gas nozzle always remains safely below 20 ppm. This is an important criterion especially for oxidation-sensitive materials such as aluminum and stainless steels.
The size of the front end of the shroud determines how wide the gas cover is. This size is specified in NW (nominal width). The nominal widths offered by ABICOR BINZEL range from 7 mm (narrow gap set MB 401/501) to 21 mm (cylindrical for ABIMIG®). Between these types, again depending on the torch type, there are further different conical variants. In case of very difficult accessibility, it is also possible to use special variants, such as the 45° bent gas nozzles incl. their bent contact tips.
Cylindrical gas nozzles
The straight shape of a cylindrical gas nozzle provides wide gas coverage and is mainly used for welding aluminum and stainless steel. Insufficient gas coverage often leads to unwanted annealing colours on stainless steel, which have to be laboriously removed. This can be prevented by choosing the right gas nozzle.
Conical gas nozzles

The conical gas nozzle is considered the standard gas nozzle. It tapers towards the front end and thus offers better accessibility to the workpiece, such as when welding at an angle. With strongly conical gas nozzles, even narrower angles can be achieved. Of course, this shape still allows enough gas to flow through to ensure good shielding gas coverage.
Heavy duty gas nozzles

As their name suggests, these gas nozzles have thicker walls and are used when especially high heat is applied to the torch head. For example, when materials have to be preheated before welding to prevent cracks from forming in the weld seam. Heavy gas nozzles absorb correspondingly more heat and then reliably dissipate it. In the ABICOR BINZEL product portfolio, you will often find these gas nozzles with the suffix »HD« for heavy duty.
High-performance gas nozzles

What makes a gas nozzle a high-performance gas nozzle? Their above-average long service life even with high-amperage welding – and this is not dependent on the shape of the gas nozzle, but rather on the structure of the gas nozzle body. The gas nozzles of the ABIMIG® torch series from ABICOR BINZEL have an insulating mass in their gas nozzle body, which blocks the heat dissipation into the shroud seat and the torch neck. This makes the welding torch more resilient overall.
Special gas nozzles
Some welding tasks require special solutions for accessibility and heat dissipation. Angles that are difficult to reach, deep gaps in thick sheets or even extreme heat in the process are conditions that can be improved resp. the work made easier with suitable wear parts.
Special gas nozzles:
- Bottle-shaped gas nozzles
- Narrow-gap gas nozzles
- Angled gas nozzles
- Extra cooled gas nozzles
Bottle-shaped gas nozzles

As the name suggests, the front end of this gas nozzle is tapered like the shape of a bottle. Bottle-shaped gas nozzles allow both good accessibility and a good view of the workpiece and the weld seam. The gas cover is narrower than with conical gas nozzles.
Narrow-gap gas nozzles
The narrow-gap gas nozzle is used where even with bottle-shaped ones you can’t get by. It is a specially shaped gas nozzle for example for narrow-gap welding and single-sided through-welding of HP profiles in shipbuilding. Plates up to a thickness of 50 mm can be welded with narrow-gap gas nozzles.
Angled gas nozzles

With an angled gas nozzle it is easy to weld at an angle because you can hold the torch straight. This gas nozzle, in combination with the suitably angled power nozzle, solves a lot of accessibility problems and has many grateful users.
Extra cooled gas nozzles

With its double walls, this special gas nozzle has its own second cooling circuit with water outlet connection and water inlet connection. In this way, it is additionally cooled independently of the internal cooling of the welding torch and can be exposed to very high heat without being extraordinarily loaded. This type is well suited for preheated components.
Push-on gas nozzles – Screw-on gas nozzles
Whether a push-on a screw-on gas nozzle is more suitable for the welding application is ultimately determined by the consumable system. Thus, all MB torches from ABICOR BINZEL are equipped with push-on gas nozzles and all welding torches belonging to the ABIMIG® series are equipped with screw-on gas nozzles.
Push-on gas nozzles are easier and quicker to remove and replace. They are also equipped with a clamping ring that ensures a good fit on the torch head in case of strong temperature fluctuations between cold and hot. Push-on gas nozzles have a larger contact surface than screw-on ones, which has a positive effect on heat dissipation. However, due to their characteristics, they are not suitable for robot welding, where a tighter-fitting gas nozzle is better suited to the conditions prevailing there.
Screw-on gas nozzles are more firmly attached to the torch head in comparison. They also guarantee a centric alignment of the nozzle and are ideally suited for use on welding robots, where they maintain their centring even during mechanical cleaning. Many of the screw-on gas nozzles are preferred for robotic welding.
Avoiding weld spatter adhesion
On the one hand, the choice of gas nozzle material can influence how strongly weld spatter can adhere. Nickel-plated gas nozzles offer better protection against spatter adhesion than bare or pure copper gas nozzles. Sprays, pastes and other anti-spatter products offer additional protection against weld spatter adhesion on and to gas nozzles. The Super pistol spray or the Super pistol spray NF (NF = non-flammable), the Ceramic spray as well as the Anti-spatter paste Düsofix from ABICOR BINZEL have proven themselves with welders all over the world. Simply spray onto the gas nozzle or dip into the paste and weld spatter and spatter adhesion is considerably reduced by the protective film applied.

Super pistol spray NF (NF = non-flammable)

Ceramic spray

Anti-spatter paste Düsofix