
Electrodos de Tungsteno
Siempre que se crean cordones de soldadura finamente elaborados, se sueldan materiales de alta calidad y se crean uniones soldadas con precisión, se requiere soldadura TIG - y buenos electrodos de tungsteno. En la soldadura con gas inerte de tungsteno (TIG), además de la antorcha, la fuente de energía y el gas de protección, el electrodo de tungsteno resistente a la temperatura y que no se funde es un factor esencial para obtener resultados óptimos.
La gama de electrodos de soldadura TIG es muy amplia. A la hora de elegir el electrodo TIG adecuado para su propia tarea de soldadura, se encontrará con la codificación por colores de los electrodos de tungsteno. Los distintos tipos de electrodos están marcados con colores diferentes

Como sugiere el nombre , el componente principal de los electrodos de Tungsteno es el Tungsteno. Con la excepción del electrodo de soldadura de tungsteno verde hecho de tungsteno puro, todos los demás están hechos con aditivos oxidantes como óxido de circonio, óxido de lantano, óxido de cerio, y óxido de torio.
Otros contienen aditivos oxídicos con tierras raras. Encontrará su efecto y propiedades en “Electrodos de soldadura TIG y su codificación por colores” en esta página.
Al elegir el electrodo de tungsteno, los siguientes aspectos se deben tomar en consideración:
- Tipo de electrodo de tungsteno
- Diámetro de electrodo de tungsteno
- Calidad del afilado y dureza del electrodo
- Geometría de la punta del electrodo de soldadura TIG
Toda la información en un solo lugar
- Electrodos TIG y sus códigos de color - tipos de electrodos de tungsteno
- Geometría de la punta del electrodo de soldadura TIG
- Encontrar el electrodo de tungsteno TIG correcto
- Calidad del afilado y dureza del electrodo
- Blogs sobre soldadura TIG y electrodos de tungsteno
- Videos sobre electrodos de tungsteno
- Documentos
TIG welding electrodes and their colour coding or doping – tungsten electrode types
E3® PRO
El electrodo de tungsteno E3® PRO con código de color púrpura y oro puede ser usado para todos los procesos. Se trata de una evolución del exitoso E3® de ABICOR BINZEL. Gracias a su composición especial de óxidos de tierras raras y a un proceso de fabricación de nuevo desarrollo, su estructura es especialmente fina y homogénea. Como resultado, tiene unas propiedades de ignición aún mejores -en el rango de bajo amperaje son incluso significativamente mejores- y una vida útil aún más larga que su predecesor. El electrodo E3® PRO TIG puede utilizarse tanto con corriente continua como con corriente alterna, para soldadura manual y en aplicaciones automatizadas. Además, el E3® PRO es absolutamente no tóxico para las personas y el medio ambiente. Si desea irse a la segura al soldar en TIG, el E3® PRO es un electrodo de tungsteno que puede utilizarse para todas las aplicaciones y materiales.
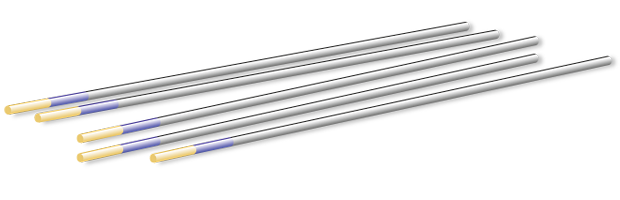
Código de color con tierras raras:
- Oro-Púrpura = E3® PRO
E3®
El electrodo de tungsteno E3® (púrpura) desarollado por ABICOR BINZEL con óxidos de tierras raras como elementos dopantes es adecuado tanto para la soldadura en corriente continua (CC) como en corriente alterna (CA). Prácticamente cualquier metal puede soldarse con él. Gracias a sus excelentes propiedades de ignición, también se utiliza a menudo en procesos automatizados. Durante el proceso de soldadura, la temperatura del electrodo se mantiene constantemente baja, lo que a su vez garantiza una mejor capacidad de transporte de corriente y una mayor vida útil en comparación con los electrodos con torio. Estos últimos sólo pueden utilizarse en casos excepcionales debido a sus efectos extremadamente nocivos.
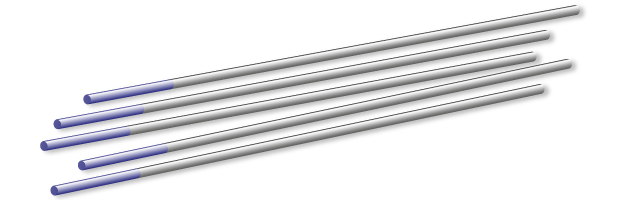
Códigos de color con oxidos de tierras raras:
- Púrpura = E3®
WLa
Este electrodo de Tungsteno es mayormente usado para soldar aceros no aleados y de alta aleación, aluminio, titanio, cobre y aleaciones de magnesio. Su elemento dopante, el óxido de lantano, lo hace adecuado tanto para la soldadura en corriente continua como en corriente alterna, al igual que el E3®. El electrodo de soldadura TIG dorado también se utiliza en la soldadura por microplasma.
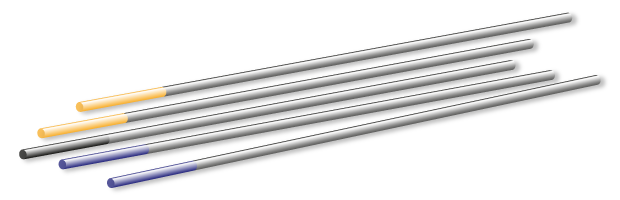
Colour coding with lanthanum oxide:
- Negro = WLa 10 con Óxido de lantano de 0.8 a 1.2 %
- Oro= WLa 15 con Óxido de lantano de 1.3 a 1.7 %
- Azul= WLa 20 con Óxido de lantano de 1.7 a 2.2 %
WCe
El elemento dopante óxido de cerio hace que este electrodo de soldadura TIG sea más resistente que un electrodo con tungsteno puro- pero menos que el E3® y los electrodos de lantano. Este tipo de electrodos de tungsteno son usados mayormente en el rango medio y bajo de corriente para soldar aceros no aleados y de alta aleación así como aleaciones de aluminio, cobre, níquel, titanio y magnesio. Estos pueden ser usados tanto en la soldadura en corriente alterna como la soldadura en corriente continua - sin embargo, no igualan el desempeño del electrodo E3® de ABICOR BINZEL.
Código de color con Óxido de cerio:
- Gris= WCe 20- Con Óxido de cerio de 1.8 a 2.2 %
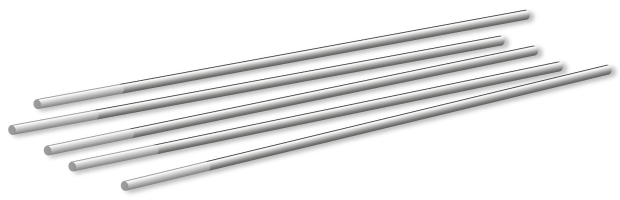
WP
El electrodo de tungsteno verde no dopado se desarrolló para la soldadura con corriente alterna sinusoidal, especialmente para metales ligeros. No es apto para la soldar con corriente directa. Como el electrodo de tungsteno puro verde impide la formación de una onda cuadrada pura debido a su inercia y alta función de trabajo, no está recomendado para ser usado con inversores. El reemplazo ideal para el electrodo de tungsteno verde es el E3®.
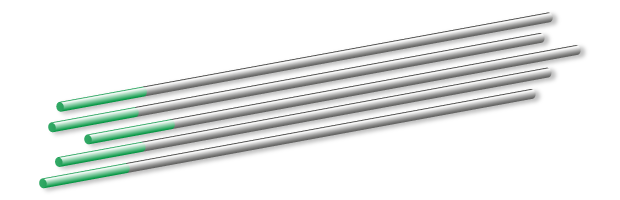
Código de color con tungsteno puro:
- Verde= W – hecho de puro tungsteno sin ningún otro componente óxido
WZr
Con su elemento dopante de óxido de circonio, este electrodo de tunsgteno reduce el riesgo de contaminar el baño de soldadura. Este electrodo TIG es principalmente usado para soldadura de arco AC, ya que no sólo es adecuado para la soldadura DC hasta cierto punto. En la soldadura CA, este elemento dopante garantiza una cúpula muy estable. En cambio, un electrodo de tungsteno con circonio no se enciende tan bien.
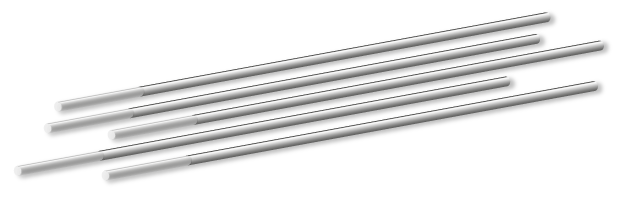
Código de color con óxido de circonio:
- Blanco= WZr 08 – con óxido de circonio de 0.7 a 0.9 %
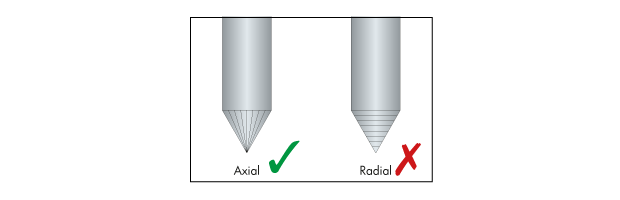
Calidad del afilado y dureza del electrodo
Antes de que el electrodo de tungsteno pueda ser usado, debe ser afilado, porque en adiccion del afilado, la direccion del afilado afecta el arco. Importante al afilar la aguja TIG: ¡La dirección de afilado debe ser longitudinal (axial) al electrodo! Un biselado en dirección transversal (radial) al electrodo de soldadura TIG provoca un arco muy inestable. Además , si se hace de forma incorrecta el afilado, las partículas más pequeñas de tungsteno pueden entrar en el baño de soldadura y contaminarlo. Un electrodo de tungsteno afilado axialmente tiene buenas propiedades de ignición, un arco estable y una emisión de electrones favorable.
Geometría de la punta del electrodo de soldadura TIG
Los dos electrodos todoterreno ABICOR BINZEL para soldadura TIG: E3® Y E3® PRO producen los mejores resultados si son afilados con un ángulo de 60 grados. Utilizados en el rango de corriente previsto. Los ángulos más agudos, de unos 30 grados, son más adecuados para el rango de corriente inferior. En este caso es mejor cambiar a un electrodo más fino.
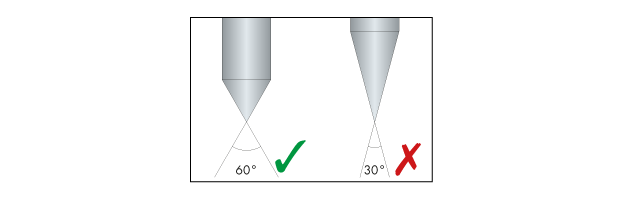
Con un ángulo obtuso de afilado de 60 grados, se consigue un baño de soldadura mas angosto, una una gran capacidad de transporte de corriente y una larga vida útil.
Encontrar el electrodo de tungsteno correcto
Este resumen seguramente le ayudará a encontrar el electrodo de soldadura TIG adecuado para su propio proceso de soldadura. La tabla abajo muestra los tipos más comunes de electrodo de tungsteno, incluyendo su sustentabilidad y propiedades.
La ilustración claramente muestra que el E3® tanto como el E3® PRO pueden ser usados universalmente y tienen las mejores propiedades en todas las direcciones:
| E3® PRO | E3® PÚRPURA |
WLa 15 ORO |
WLa 20 AZUL |
WCe 20 GRIS |
WP VERDE |
WZr 08 BLANCO |
|
| ORO-PÚRPURA | |||||||
| Corriente continua polo negativo | +++ | +++ | ++ | +++ | + | – | – |
| Corriente alterna | +++ | +++ | + | + | + | + | ++ |
| Estabilidad del arco | +++ | ++ | + | ++ | + | – | ++ |
| Ignición | +++++ | ++++ | ++ | +++ | + | – | + |
| Vida útil | +++++ | ++++ | ++ | +++ | + | + | ++ |
| Aceros para soldadura altamente aleados | ++++ | ++++ | +++ | +++ | +++ | – | – |
| Aluminio para soldadura | ++++ | ++++ | + | + | + | ++ | ++ |
Blogs sobre soldadura TIG y electrodos de tungsteno
INGLÉS
- Tips prácticos para soldar: Electrodos de tungsteno- todo acerca de los accesorios de soldadura TIG
- Básicos BINZEL: Selección de antorcha TIG, configuración de consumibles, cuidado y mantenimiento
- Cómo afilar correctamente los electrodos de tungsteno y hacerlo de forma segura
-
Tips prácticos para soldadura: afilado de electrodos de tungsteno