
Contact tip or contact tube for MIG/MAG torches
A contact tip – often referred to as a contact tube, power contact tube or contact nozzle – is a consumable in MIG/MAG welding and has become a mass-produced article today. Accordingly, there is a wide range of welding accessories and wear parts on the market. Every original ABICOR BINZEL contact tip is a quality product, marked with the BINZEL dot, which fulfils all requirements of the welding process.

The contact tip is certainly the smallest, but also the most important wear part needed for MAG welding. A contact tip is used in a manual torch as well as in an automatic torch or a robot welding torch. The quality of the material and processing has a significant influence on the entire welding process as well as the service life and thus the machine uptime or availability of the welding torch. Therefore, it is important to pay attention to the quality of the contact tip when choosing. ABICOR BINZEL contact tips fulfil the criteria required for the respective welding process and ensure long service life and machine uptime.
All information at a glance
Contact tips types
Depending on the use of the contact tip, several kilometres of wire can pass through this small wear part per day. Therefore, it is even more important to use the right type of contact tip for the welding application and torch in good quality. Manufacturers of welding torches already recommend suitable contact tips in their product catalogues – for torches and the welding process. Standard-threaded connections are available in sizes M6, M8, M10 or larger. The overall geometry, the precise centred hole for the wire diameter and the contact tip material are also important. ABICOR BINZEL uses a patented manufacturing process for the exact drilling. The basic rule for welding: the higher the welding power, the larger the dimensions of the contact tip.
Contact tips – Material & properties
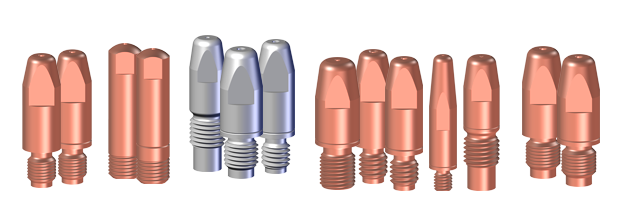
For welding the contact tip materials E-Cu (electrolytic copper), CuCrZr (copper-chrome-zirconium) and HDS (Heavy Duty Silver tip, a special variant with an inner core of particularly hardened copper and thus very high hardness and a cover of E-Cu) are used. Their properties and advantages at a glance:
E-Cu contact tip
Manufactured from pure electrolytic copper, this contact tip has a Vickers hardness (HV) of approx. 110 to 115. The purity of its copper ensures very good current transfer, heat transfer and thermal conductivity. As it softens already at a temperature of approx. 260° C, it is more suitable for the low ampere range.
CuCrZr contact tip
The alloying elements chrome and zirconium of this contact tip are suitable for higher thermal loads, because they are very hard. Compared to the E-Cu contact tip, their electrical conductivity is slightly lower, but this is not a significant factor for most processes. The CuCrZr contact tip has a hardness of approx. 168 HV and can withstand temperatures up to approx. 500° C. It has established as the standard contact tip for the medium to high ampere range with low wear as well as high process load capacity and is mainly used for liquid cooled applications and robot welding.
HDS contact tip (heavy duty silver tip)
Where the CuCrZr contact tip reaches its load limit, the HDS contact tip is used. The inner core of this contact tip around the bore consists of dispersion-hardened copper with a mineral component. Through this combination, the core of the HDS contact tip is extremely hard and very resistant to heat. In addition, the silver coating ensures very low spatter adhesion.
It is used in welding applications, which require a high duty cycle and high power consumption, and is often applied to air cooled welding torches with high amperage loads such as:
- Flux cored wire welding
- Shipbuilding and container construction
- Earth moving machinery
- Overlay welding and cladding
The HDS contact tip from ABICOR BINZEL is ideally suited for robotic and automation welding technology, as it meets the high demands of continuously optimised processes.
Contact tip and welding wire
Are there any recommendations regarding which contact tip should be used with which wire? In general, all three contact tip types (E-Cu, CuCrZr and HDS) can be welded with any wire. However, it is important to be familiar with the materials and their properties.
For example, an aluminum wire conducts less well than a copper-plated wire, therefore, aluminum can be welded better with an E-Cu contact tip because of better current transmission. However, as aluminum expands more thermally, a slightly larger inner bore diameter must be considered when choosing the contact tip.
The welded wires can consist of the following materials:
- Copper-plated and non-copper-plated carbon steel
- Stainless steel in any alloy
- Aluminium alloys
- Copper brazing alloys (CuSi and similar)
- Special materials, such as nickel and titanium alloys
- Cored wires
Depending on the quality of their surface, these welding wires wear differently. All wires with a rough surface, such as cored wires and some non-coppered wires, wear off quickly or are highly abrasive. When using such wires, contact tips made of harder material should be used, such as CuCrZr contact tips.