
Robotic Welding Torches: The Definitive Guide
If your operation depends on a productive robotic welding operation, efficiency and reliability are paramount to success. And there's no way to maximize productivity with using a robust and dependable robotic torch. There are so many options out there for robotic torches
with a slew of options and different builds and designs. Knowing what's a good feature and a not so good feature can be overwhelming. Below, we make sense of all the evaluation criteria so you can be sure you're using or evaluation the best robotic torch for your welding
operation. Whether you're a Production Manager, Automation Engineer, or Manufacturing Engineer, you'll want to read this before considering or evaluating a new or replacement robotic torch setup. This guide will walk you through exactly what to look for.
Want the Printer Friendly PDF? Click the Button Below to Download:

Ready to Start?
Scroll Down to Read The Definitive Guide to Robotic Torches. Enjoy!
Table of Contents
-
Introduction
-
Robotic Torch Cables
How They Fail, Common Issues, and Best Practices -
Contact Tips & Nozzles
Drawn vs. Drilled, Hardness vs. Conductivity, and Best Practices for Evaluating Contact Tips in a Robotic Process -
Swannecks
Repeatability, Keying, Construction, and Neckliners and How They Contribute to Improved Productivity -
Torch Mounting
Repeatability, Design, and Best Practices for Collision Mounting on Robotic Torches -
Conclusion
Final Thoughts on Robotic Torches -
Contact Us
About the Authors



Tom Graham is Key Accounts Group Manager for ABICOR BINZEL USA. A graduate of the Ohio State University's Welding Engineering program, Tom specializes in arc and laser welding processes and automated welding solutions. Tom leads the Key Accounts Group for ABICOR BINZEL supporting key clients across various industries.
Scott Huber is Key Accounts Manager at ABICOR BINZEL USA with a special focus on seam tracking and laser applications. Scott is a graduate of Ferris State University's Welding Engineering program. For ABICOR BINZEL, Scott leads the implementation of automated solutions for ABICOR BINZEL clients across the United States and Canada.
Jeff Barron is Key Accounts Manager at ABICOR BINZEL USA. A graduate of the University of Michigan, Jeff helps to manage and support key clients in the Tier 1 automotive sector for BINZEL Robotic System solutions. Jeff has worked within the automated welding industry for over 20 years in support of helping clients reach their productivity and efficiency goals.
If you’re a Welding or Robotics Engineer working in automated manufacturing of any industry, you probably know your process and your company’s fabricating needs better than anyone. And a lot of what you use for welding equipment has probably been recommended by trusted colleagues, or a knowledgeable distribution rep, or maybe even your own years of firsthand experience in the welding industry. But how well do you really know your welding torch? Do you know how well it performs or how it’s design stacks up against others in the industry? Think about how you'd answer these questions:
- Are you up on all the best practices when it comes to welding torch cables, liners, tips, and nozzles?
- Are you getting ‘enough’ out of your current welding torch setup, but wondering if there are things out there you should be taking a closer look at?
- Are not satisfied with your current robotic torch and want to evaluation others, but maybe you aren’t sure where to start?
If you answered ‘Yes’ to any of these questions, then this eBook is for you. We’re taking a deep dive into robotic welding torches, their design, their setup, and all the critical design and construction points that are worth taking a closer look at to see if you are really getting what you can from your current set up.
For robot torch cables, they can come in all kinds of styles and build, but some parts of a cable over time have proven to be more effective and more conducive to productivity and user-friendliness than others.
The most common characteristic of any well-made torch cable is going to be a durable outer jacket. This will protect against abrasion, cutting, and be more resistant to failing if it ever catches on a clamp or fixture in the welding cell. Outer jackets that are irradiated with electron beams, or composed with a cross-linked polyester, are the types of outer jacket characteristics that have proven very resistant to abrasion and cutting. Even in the instances where outer jackets containing these materials are damaged by cutting or abrasion, the damage doesn’t extend with these cable materials because the cable doesn’t have a grain running in one direction.
Robotic Torch Cable Outer Jacketing
Grained robot torch cables are manufactured from outer jacket material like a neoprene sheathing. Because neoprene has a grain that runs in one direction, a cut or abrasion incurred on cables using neoprene would readily extend, making it a less desirable characteristic for a robot torch cable. This would cause cable damage to extend and expedite the failure of the robot torch cable.
With the outer coating of a robot torch cable it always comes down to tradeoffs. Cross-linked polyester or electron beam type coating is sturdier, but less flexible. A cheaper material like neoprene will be more flexible, but fail more often. Protective sleeves for your robot torch cables is another important considerations to make. Good, reputable robot torch manufacturers will have cables that feature corrugated, Kevlar, or leather protective sleeves for their robot torch makers. Why? Because in dress outs like through-arm, when the robot is either rotating or bending, you don’t want the robot arm to be the wear-resistant point on the torch cable. Having a protective sleeve on top of the torch cable outer cover will protect the cable and cable strands from rubbing against the arm when the arm is in motion.
Cable Connections: Crimping vs. Cone and Nut
The electrical connections of the torch cable are another important and vital characteristic to consider when you’re looking at whether your torch cable is going to hold up to your manufacturing demands. The connection is a critical piece in maintaining consistent and reliable power from the copper to the torch neck and ultimately to the contact tip and welding wire.
There are two common manners robot torch manufacturers use as electrical connections: either they crimp the cable at the end or the cables utilize a cone and a cone nut. A crimp connection is almost always going to produce a more stable and reliable electrical connection. Typically, a good crimp will utilize a die where you’re crimping all the way around the cable. A pad crimp will provide even pressure all the way around. Utilizing a pad crimp is a strong sign that the electrical connection and current will be consistent and robust around the entire cable body. It’s important to ensure you have enough crimping material to hold the cable in the right spot.
For many years prominent robot torch manufacturers used a connector cone and cone nut. That seemed to be an effective way of allowing for some rotational movement while giving a good electrical connection. The prevailing thought behind the cone and cone nut method of robot torch cable connection is that you could take it apart, shorten it or modify it as needed, and easily put it back together. However, in the day to day operation of robot welding, this benefit wasn’t being utilized. Even those using a cone and cone nut eventually moved toward a crimped connection later on after seeing competitors use a crimped connection with a greater degree of success.
>>>Blog Article: Air-cooled vs. Water-cooled for Robotic Welding Torches
Cable Stranding
Another not so easily determinable factor is the cable itself – the copper or aluminum stranding of the cable. Whether the strand is multi-strand or single strand is another factor to look for or evaluate with robot torch cables. A robot torch with, for instance, 5 independently stranded cables will work less to produce a strong electrical current when there’s torsion on one another and cause less friction when transferring to the outer shield. Typically, a torch cable that uses a multi-strand design and build will last longer than a solid, or single, strand cable.
When you do a lot of rotation on the robot torch cable, it has a massive impact on the integrity of the cable build. Cables that are designed to rotate and withstand torsional loads will be more forgiving, especially as you manipulate the robot to access your parts. Torsional load is a critical evaluation factor to look at when using a through-arm setup. The biggest reason through-arm torch cables fail is because of over-rotation of the cable while in operation on robot axis 4 and axis 6.


Over-arm cable assembly stress test with a FANUC ARC-Mate 120 iC. Top results after 30,000 cycles. Bottom results after ~12,500 cycles.
Over-rotating the torch cable will cause the strands inside the cable to break and create heat in areas of the cable it is not designed for. Most robot torch cables are going to offer or recommend their torch cable be rotated no more than +/- 210 degrees while in operation. Any robot torch cable able to consistently withstand that limit or higher should be considered a quality torch cable for through-arm if it can hold up consistently to that level of torsion.
>>>Blog Article: Robotic Torch Styles: Over-arm, Through-arm, & Endless Rotation
Torsional load is a large reason why Infinite or Endless Rotation torches are becoming more mainstream in their use. The biggest reason and benefit to an Endless Rotation torch solution is that you don’t have to worry about what the cable is doing because the wrist manipulates the front end of the torch independent of the robot cable. This allows manufacturers to get greater value out of the life of their torch cable – provided they are willing to make the necessary adjustment to their servo motors on their robot to accommodate the torch technology. Welding operations in the oil and gas, automotive, pipe, or agricultural industry – specifically irrigation systems – could all use Endless Rotation torch solutions and achieve a lot of productivity gains due to the nature of it’s design.
Over-arm Cables
With over-arm cables, the most common issue is determining the correct length. Getting this measurement right is critical; you don’t want to have too much slop in a cable that’s cut too long. A cable that’s too long will get in the way and wear out. Also, you don’t want the cable too short, because it limits your ability to rotate on axis 4 and axis 6. A cable that’s too short will incur much more stress, get stressed, and fail prematurely from excessive wear. The correct over-arm cable length will get you the most life.
When you’re using a cable that is too long, the biggest issue or problems you’ll likely run into is the cable getting caught. An over-arm cable that is too long will experience a lot of rubbing onto tooling, rubbing into parts, bending where they shouldn’t be bending, and just generally not having the degree of control you should have over your torch cable. Longer cables, especially ones too long for the process, will also experience excessive heat and torsional force from it moving too violently, again causing failure. Likewise, an over-arm cable that is too short will experience access issues from the arm itself while also causing excessive wear given the low torsion on the cable and pull from the robot arm on certain axes.

Another thing to look at on your over-arm cable assembly is whether or not your wire feeding unit is correctly placed to prevent excessive bending points during motion. You can position your wire feeder in places or even angles to help create further efficiencies with the robot torch cable. Also, check to make sure your cable is supported properly at both ends. Is there any kind of stiffening or springs or solid material that can help the cable maintain a stable arc instead of hanging in a way that compromises the cable’s integrity and its wire feeding?
With production, premature wearing will cost time and money. The more quickly the cable wears, the more frequently the cell experiences unscheduled downtime, and the more money it is costing you in parts, labor, and unscheduled downtime. When looking at torch cables in an over-arm application, the things to evaluate include making sure that the length of the cable is correct. One way to check this is to make sure the robot can achieve full movement without the torch cable hanging from the side. Cable and tool balancers are designed to prevent that kind of action from occurring on your over-arm cable, but those come with downsides as well in terms of limiting the access of the robot to the weld joint.
>>>Blog Article: Robotic Welding Cable Assemblies: Telling a Good One from a Bad
Through-arm Cables
Through-arm offers less margin for error on the cable length than with an over-arm setup. In a through-arm application, it’s critical during setup that you keep the difference between the torch body and the wire feed interface to no more than 5 millimeters. So, choosing the correct length is the first and most important step to take when looking at torch cables.
How Cables Fail
Abrasion is one of the most common types of physical faults a robot torch cable endures. Abrasion occurs when the torch cable rubs up against the part, and as a robot puts a torch cable through the same cycle over and over multiple times that cable will become more abraded and eventually fail.

Another common issue welding engineers encounter with robot torch cables is the cutting of the cable. This will typically happen when the cable comes in contact with the sharp edge of a part. When the process is repeated multiple times over, it can lead to the cable being cut and failing.
Cables getting caught is another frequent way cables fail. If the person installing the cable hasn’t installed the cable properly on the robot, or there’s too much of a loop in the cable during install, or the cable has excess length or is too long for the robot it’s being installed on, then the cable can get caught on a fixture or a part, fail, and halt production.
The consequence of all of these failures is the same: downtime. And the more time you’re not making parts, the less productive the cell is and the less money the plant is making.
Important Questions to Ask About Torch Cables
- What are your cables' outer jackets made of?
- Is the cable connection crimped or coned? Is crimping strong?
- Is your cable a single strand or multi-strand?
- Does your torch cable have a protective corrugated sleeve or some other protection against abrasion?
- Is your cable cut to length? Do you have unnecessary slack or restrictions?
- How much rotation + / – can your torch cable withstand?
- Is your wire feeding unit in the right place to allow for no excessive bend points?
- Is your torch holding up against abrasion or getting caught against tooling, etc.?
More Information on ABICOR BINZEL Robotic Torch Solutions:



Browse ABICOR BINZEL Robotic Torch Solutions:




Ideally, you want to get a shift from a contact tip, 2 weeks to 1 month from a nozzle, 6 months to 1 year from your swannecks, and up to 2 years from your torch cable.
This is to say that out of anything in your robotic torch, you will spend more time and money on contact tips and nozzles than any other part of the torch construction. So are you truly taking a close look at your tip life and whether you are extracting the most value out of your process?
Contact Tips
With contact tips, material selection is so important to evaluate and consider because as a torch consumable it’s the last line of conductivity in the welding circuit between the part. The main grade of materials for tips are copper, beryllium, copper zirconium, silver plated, and heavy-duty silver.
Beryllium copper, while being very durable and possessing good characteristics, are considered to be toxic as a consumable to produce. Since it’s not considered a very safe tip to machine, many engineers shy away from using it as a contact tip material.
With tips, the choice for Welding Engineers comes down to hardness vs. conductivity. Looking at copper, as a metal it has great conductivity but lacks hardness. With copper zirconium, greater hardness is achieved at the expense of some conductivity. So, tradeoffs are always being made in regards to the different copper compound tips welding engineers use in the automated process.
You can expect to get better arc start characteristics when using more pure copper, leading to better weld quality and less touchups or reworking as a result. However, because copper lacks the hardness to keep its shape, you’ll typically change a pure copper tip out far more frequently than a copper zirconium tip, meaning far more downtime and less throughput on the welding cell.
Another type of contact tip that can be utilized is silver-plated contact tips. With silver-plating the contact tips use a micron silver plating, with the theory being that silver is a very hard but very conductive metal. With silver-coating inside and outside the contact tip, contact tip life can increase by 9x compared to standard E-Cu copper, with lower spatter adhesion and a smoother bore as a result of the drilling process, which can create better heat and current transference.
Drawn vs. Drilled Contact Tips
Drawn vs. drilled is another consideration. Drawn is going to have more variation and less tolerance control than that of a drilled tip. With a drawn process, copper is drawn and extruded from a long copper bar and then cooled into the contact tip shape you see every day. With a drilled contact tip, the bore is indexed, drilled, and machined from a solid shape, which gives the orifice greater integrity. A drawn contact tip creation process is less expensive because the drilling step is removed entirely from the production process. This is in large part why it is a more common process for creating contact tips, and also why extruded contact tips don’t last as long as drilled tips.
The true difference between drawn and drilled contact tips come from the repeatability and integrity of the contact tip size. For a robotic or automated process, it’s a big deal. An .045” contact tip that is made from a drawn process, for instance, is more prone to errors in both bore size and finish. If you look at a wire as it passes through a drawn contact tip, the wire is only hitting the high points of the tip finish; wire always has a cast on it, so it’s typically going to wear on one side.
Significant high points inside contact tips are what lead to micro-arcing inside the contact tip and lead to weld quality and porosity issues in regard to the tip. Also, because the drawn process is not as reliably repeatable as the drilled process, margins of errors exist in the tip bore. So, an .045” contact tip bore may be as large as .049” or as small as .042”.
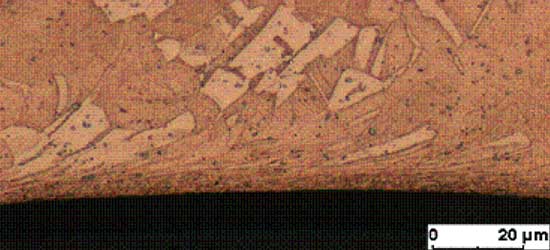
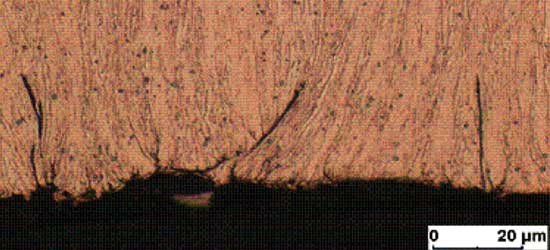
A deep drilled (top image) and drawn (bottom image) bore surface inside a contact tip is shown. The smoother drilled surface helps to protect the contact tip against microarcing, poor arc starts, and burnback.
This is the type of inconsistency that leads to wire flip, where the wire wanders outside the weld joint entirely because of inconsistent tolerances and causes scrap in the part. These types of inconsistencies in the welding consumables lead to poorer arc starts, rework, and losses in productivity.
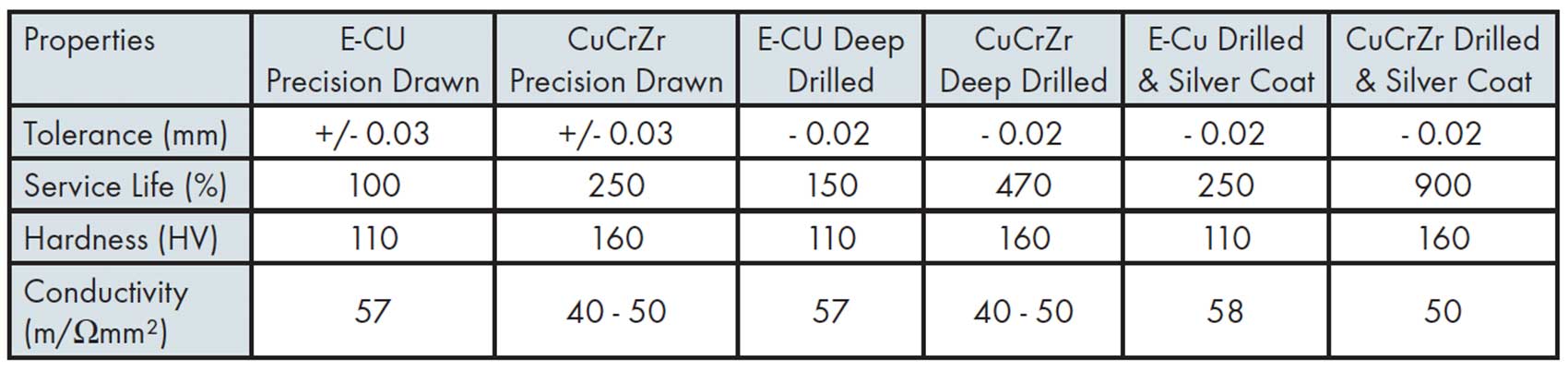
So, what’s the difference in hardness and conductivity between drawn and drilled tip materials? BINZEL’s contact tips have the following as a point of reference:
- E-CU (Copper): Hardness 110 HV, electrical conductivity approximately 57 m / Ωmm2
- CuCrZr (Copper Zirconium): Hardness 160 HV, electrical conductivity approximately 40 - 50 / Ωmm2
- E-CU Silver-plated: Hardness 110 HV, electrical conductivity approximately 58 m / Ωmm2
- CuCrCz Silver-plated: Hardness 160 HV, electrical conductivity approximately 50 m / Ωmm2
- Service Life: CuCrCz precision drilled approximately 5x the lifespan compared to a precision drawn E-CU Copper. Silver-plated CuCrZr precision drilled approximately 9x the lifespan compared the precision drawn E-CU Copper.
Nozzles
With nozzles, the most commonplace issue welding engineers will encounter are spatter buildup throughout the process. A bad nozzle will have a lot of spatter build up on it in a short amount of time. As a result of that, you’ll have to go to using your reaming process more frequently.
Spatter build comes from the material selection. The more the material resists heat, the less spatter builds up inside the nozzle.
Material selection with nozzles is paramount. Pure copper or brass based material with the welding nozzle will typically not last as long as a harder plated nozzle material like nickel or chrome-plated nozzle because of their spatter and heat resistant properties.
Nickel as a material is far better resisting spatter than softer metals like brass and copper. Most always you will find a harder conductive material better protects against spatter and suffers from less scaling, which will translate into fewer ream cycles and more productivity. The nozzle life span is likely to be superior, as well.
As an example, when using nozzles that are nickel-plated and coarse threaded running on 400 A at 100% duty cycle for 6 cycles with an air-cooled torch, you can expect the nozzle temperature to remain about 580º C. With a brass or copper composed nozzle material, that same welding parameter would produce a nozzle temperature of 700º C. A temperature difference of 120º C will produce more spatter, force more reaming cycles, and make for a less productive welding cell.
There are two kinds of different nozzles: slip-on and threaded. Many people like slip-on nozzles because they are believed to be easier to get on and off. The compression ring helps, but they may loosen over time and cause porosity in the weld. Or, if the ring fails completely and the nozzle falls off, the process will incur significant scrap parts. Another downside to slip-on nozzles is their lack of effectiveness for torch reaming. If the reamer blade isn’t sized and optimized for the nozzle, the blade can turn and compromise the nozzle in the reaming cycle, causing it to loosen and potentially fail while in operation.
With threaded nozzles that risk is minimized to non-existent. With threaded nozzles, there are two options: fine thread and coarse thread. Both styles come with advantages to the slip-on nozzles because they are less likely to fail. Fine threaded nozzles tend to have a difficult time dealing with debris and spatter, and binding within the threads makes them difficult to install and remove. Coarse thread nozzles are minimally impacted by spatter and debris.
With nozzles and virtually any part of the robot, the cost-benefit analysis comes to downtime.
Downtime costs money, it sacrifices throughput, and it keeps the robot from achieving Return on Investment (ROI).
So, while a $12 nozzle might at the outset cost $6 more than the alternative, but a minute of downtime costs $25, a nozzle takes 2 minutes to replace, and that $6 nozzle is replaced every week instead of every 2 weeks, the actual cost of nozzles per month is:
- (6 x 4) + (25 x 4 x 2) = $224/month
- (12 x 2) + (25 x 2 x 2) = $124/month
Savings with any low-cost consumable will always come down to labor costs. The more you have personnel in the cell changing out parts, the less productive the cell and the less ROI on the part.
Important Questions to Ask About Contact Tips and Nozzles

Nozzle comparison of nickel-plated vs. brass nozzles after 6 weld cycles at 400 amp parameter setting. Top results used 2 mm contact tip recess to 3.9 mm for bottom result.
- Are my contact tips drilled or drawn?
- What's the hardness and conductivity value of my contact tips?
- What's my contact tip material, and how often am I changing contact tips?
- What's my nozzle material, and how long are my nozzles lasting in production?
- Are my nozzles threaded or slip-on? Are they coarse or fine threaded?
- How often am I changing nozzles, and what is it costing me?
IV. Swannecks: Repeatability, Keying, Construction, and Neckliners and
How They Contribute to Improved Productivity
Repeatability from piece to piece is always the main thing you want out of your swannecks. Will your torch neck be the same lot to lot and run from run? How well does the swanneck hold up in a crash? Will a minor collision cause your swanneck irreparable damage? Will it sustain a blow without bending? Is the swanneck a single piece or multi-piece design? How does it interface back into the torch module?
The other important item to consider is the keying of the swanneck – is it a single key or double key? This speaks to torch fit. Two keyways locating onto the front module of the robot torch, and where they are located, has a lot of ramifications to the torch neck’s repeatability. Where the wear point is on a robotic torch impacts the durability of the robotic torch. If the wear points – like the soft keyway - are located on the front module of the robot torch – then the integrity of the front module erodes the swannecks durability, and the swanneck will begin to lose its tool center point. The wear points – ideally multiple - should be on the neck. This allows for the piece to be easily removed and replaced in the event that the torch loses its repeatability, as opposed to having to replace the front module if the wear points are located within the module.
Ideally, hard keyways are built into the torch module, which causes rotational movement and wear in the neck. When you remove a swanneck and replace it, you want to maintain a true tool center point (TCP) and not have to continuously touch up your robot to account for TCP variance. That affects uptime, throughput, and ROI in the welding cell.
Construction of the swanneck is another consideration to make when choosing or evaluating your robot torch. A single piece construction of the swanneck is going to be more robust than swannecks manufactured from multiple components. The contact tip holder is another important piece – tip holders are the interface between the swanneck and the contact tip.
>>>Blog Article: 6 Ways to Improve Robotic Torch Performance
Tip Holders & Diffuser
There are many different ways to construct tip holders and diffusers within the robot torch interface. Some torch makers will use a single piece construction by combining the diffuser and the tip holder into a single component; others will make them into separate pieces and manufacture the gas diffuser as a single piece conductor tube.
The thought behind the single piece construction is there will be better conductivity in the piece and greater shielding gas coverage than with two threaded pieces. There is some theory, however, that because there’s a single piece construction of a long, copper material, there’s a greater likelihood of bending at the piece, which can cause misalignment of the contact tip, wire, and joint.

This is especially considered a possibility when the tip holder is also the mounting point for the nozzle. However, this mostly comes down the size of the tip holder. A shorter contact tip holder won’t experience such a problem because the point of bendability is far shorter to non-existent.
Two other areas of the diffusers/tip holder build to be aware of include the gas distribution and the seating of the diffuser. When the diffuser design allows it to sit inside the swanneck end and have support against the outer tube of the swanneck, the diffusers will perform better in crashes and help maintain the Tool Center Point in the event of a collision. The bores along the circumference of the diffuser is another design feature to closely evaluate.
- How many bores are along the diffuser circumference?
- What is the bore size?
These features will speak to the distribution of gas and the diffusers and nozzles’ sensitivity to spatter adhesion. The more bores and the larger the bores are, the better the distribution and the higher resistance to spatter there is.
Diffusers and tip holders typically utilize brass or copper as their main build material. With both some tradeoffs. With copper, the softer metal will achieve greater conductivity into the contact tip but likely will wear faster. Brass being a harder metal will resist wearing but will sacrifice conductivity. It’s important to consider the kind of contact tip you use in relation to the diffuser.A more conducive contact tip material like silver-plated or pure electrolyte copper will get the most out of a brass diffuser, whereas a copper zirconium tip would be best utilized with a copper diffuser because it will transfer better current to the tip.
Neckliners
Neck (sometimes called jump) liners are convenient and easy to use liners that don’t have as much awareness as they should. While front load liners get all the attention for their convenience and time saving (compared to traditional back load liners), neck liners are even more simple tools that save time and material cost in the replacement and maintenance of liners.
Typically, a classic wire liner will start from the wire feeder and snake all the way up to the contact tip. Whether handheld or robotic liners, the principle is the same. The advantage of a neck liner for the automated process is that a short liner starts at the torch body and travels all the way to the contact tip. In this type of set up, a standard liner would stop at the beginning of the torch body, and the neck liner connects and houses itself within that standard liner where the torch body starts and feeds the wire through the contact tip.
In a robotic welding application, jump liners are incredibly convenient and cost-saving materials to have on hand because they protect against a liners’ weakest point. The weak point on torch liners is always on the torch body itself. Whether with a 22 or 45-degree bend, that bending point of the liner is the area where the wire comes into most contact with wire liner, and thus is where the wire liner wears out most frequently.
A short liner from the torch body to the contact tip allows the engineer to replace the highest wear point on the liner more easily, and achieve the most life out of the wire liner as a result.
How much more life? Sometimes 2 to 3 more times life depending on parameters, liner to wire fit, and the quality of the liner and wire.
The aforementioned front load liners use mechanical springs in the back that sometimes don’t perform properly if not installed correct. They are convenient to use, however, because the method to install is just to remove the contact tip and diffuser from the front end of the torch and feed the liner from the front end to the mechanical spring that sits on the back end of the rear retainer nut.
With front-load liners, the trick and key to consider is the length of the liner and making sure it sits correctly on that spring. Front-load liners have to be precisely cut at the length. Otherwise, the liner is prone to birdnesting and will fail more frequently than a standard liner.
When comparing front load liners to a neck liner, for instance, a neck liner would be a quicker more efficient change out, as well as less expensive from both a labor and material standpoint. With neck liners, the engineers or foreman can switch the torch neck out to remove the neck liner, keep production moving with a newly installed torch neck and a pre-installed neck liner, and change the worn liner out of the torch neck offline. Neck liners are very convenient ways to get better production out of your robotic torch because liners are one of the more time-consuming torch consumables to change out in a welding cell.
For liner material, the choices are normally helical versus flat design and steel or metallic versus plastic in material. Flat liners can be less forgiving because they are not as flexible. The biggest consideration and evaluation criteria with liner selection is using the right diameter. There is some thought within the automated welding industry that you can use a larger wire liner diameter than is recommended, but the risk with using an oversized liner is you have too much area around your wire than can cause bird nesting and misfeeding. It’s important to realize your wire only has so much columnar strength to push, so your liner actually enhances the columnar strength of the wire and allows it to push the wire through to the weld piece with less resistance. In short, make sure that you are matching the liner size with the wire size for the best results with wire feeding and liner life.
>>>Blog Article: A Brief Guide on Wire Brakes for Robotic Welding
Important Questions to Ask About Swannecks
- Is my swanneck single or double keyed?
- Is the wear point on the swanneck or on the front torch module?
- Is my diffuser protected by the swanneck?
- How many bores are on my diffusers? What size are they?
- Am I using neckliners? Where are the wear points on my liners?
- Do my wire size and liner size match?
More Information on ABICOR BINZEL Robotic Torch Solutions:
Browse ABICOR BINZEL Robotic Torch Solutions:
First, it’s important and obvious to note that there are two types of mounts – over-arm and through-arm. We start with the through-arm mounting setup.
Solid Mounting
Solid mount is the more common setup today because most robots have the ability to detect a collision very quickly, eliminating the need for a shock sensor. In the past, shock mounts had an inherent weakness. When the shock sensor was activated, the repeatability of the tool center point was directly impacted by the way that the operator put the torch back in the home position.
Solid mounting for the robotic welding torch is typically designed as a stack of modules that ideally should secure the cable on top and act as a lock for the torch neck. Swivels or locks can likewise secure the corrugated conduit of the robot torch cable to prevent it from moving excessively during operation, which can cause abrasion and induce premature cable failure. Isolation from the welding current to the arm is another key factor. It’s important to control the conduit so it doesn’t abrade the cable as it moves up and down during operation.
With the torch mount, it’s important that in the event of a crash you can replace the torch neck and maintain the tool center point. For a solid mount through-arm setup, this would often come down to the insulator discs used to secure the mount to the robot. Make sure that bolts are secure. Repeatability is rarely an issue for solid mount robotic torches, unlike with over-arm setups.
>>>Blog Article: iCAT W Tool Bar Settings: A Quick Guide
>>>Blog Article: iCAT A Tool Bar Settings: A Quick Guide
One thing to note regarding solid mounts for torches is the robot must have collision sensing built into its servo motors.
Onboard collision detection operates on the premise of the robot controller monitoring the motor amperages during movement.
Based on the payload denoted, the robot has a known range of values due to acceleration, deceleration, and inertial values. When the controller senses a brief rise of motor amperage outside of the expected range (measured in millisecond increments), the robot interprets this rise in current and assumes a collision is taking place because the arm is having to produce more power to move, and shuts itself down as a pre-emptive measure.

When evaluating a solid mount you want to understand how strong the mount is and how repeatable it is. Do I have dowel pins? What’s the dowel pin size versus its position? Is the dowel pin seated through a stainless sleeve to allow for more strength and repeatability? What is the material? Typically, solid mounts are made from aluminum, but you can use other materials. What’s the construction of the bolt holes? What is the material thickness of the flange that’s going onto the robot? These are the things you want to consider when evaluating solid mounts.
Over-Arm Mounting
The principle of operation for over-arm mounts are mostly the same for each robot torch manufacturer – using a series of dowels and springs form the basis of a shock sensor. The shock sensor has the ability to take a direct impact in the Z direction. The differentiating feature is how different companies handle the switch that detects the movement in the clutch. Some use a micro-switch, some use a proximity switch, and there are different pros and cons to each. A micro-switch is a mechanical type switch inside the mount; a proximity switch sends an electric signal back to the robot to notify the robot arm that the mount is in the correct position. When the signal is high, the robot knows the mount is in the right position.
Over-arm has the same means of mount – solid mount or a breakaway collision mount. An important feature to verify with direct mount on over-arm is ensuring the robot has onboard collision sensing. The mount patterns for each robot are absolutely essential considerations to make when looking at your mounting options for the robot torch. Once you find the correct mount pattern, you have to make sure the mount matches the torch angle correctly so you have a clean tool center point.
The other factor to consider is clearance issues you may have for an over-arm mount on the torch. Do I have a torch mount that’s a solid mount? Is it multi-positional?
A good torch mount will be a strong point in the event of a crash while the torch neck is the weak point. The theory behind such a design is it is far easier and less time-consuming to replace a damaged torch neck than torch mount.
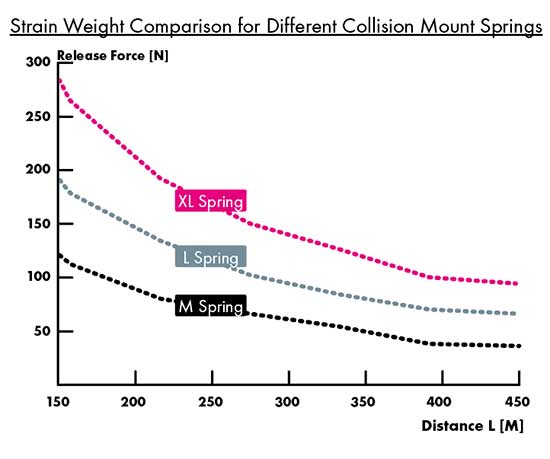
A breakaway style for a torch mount is a straightforward design. It all comes down to two items: the adapter plates and proper spring pressure for the torch/equipment weight. Breakaways come in different sizes for the spring weight – usually a standard, a medium, and a large or heavy-duty.
There’s different strain weights to consider on a breakaway mount. You don’t want to have a light torch on a heavy-duty breakaway because the torch then becomes the bend point because the breakaway is too solid to function properly.
Torch Mount Best Practices: Over-Arm & Through-Arm
When evaluating robot mounts, it’s important to look for mounting accuracy in its manufacturing. With shock sensing, information on its repeatability is another factor to evaluate. How repeatable is it? Ease of installation is another important factor. The faster you can replace a torch mount, the easier it is to use and the faster operations are back to making parts and making money, which is always the most important consideration.
When looking at mounts you really want to see and know how the arm is secured onto the mount and how conducive is it to tool center point repeatability? Something like a tapered pin with a stop on the bottom of the arm would create challenges if the tapered pin doesn’t push in all the way; reason being is that the pin won’t engage properly and you won’t have the same tool center point on your torch neck. This is just one of several mounting designs manufacturers use to varying degrees of success and repeatability.
It’s also paramount to look at how the mount arm clamps to the collision sensor. Is the mount arm bolted on? Is it to a tapered shaft or a slip shaft? What’s the mounting mechanism between the arm and the breakaway, and how repeatable is it? You also want to evaluate collision sensors in through-arm and over-arm for dead zones. Depending on the breakaway mount spring characteristics, the points of pressure applies to the mount may need to be greater to activate the switches or sensors to communicate to the robot. A mount that uses something like a weighted spring that goes 360-degrees around the breakaway mount will not have dead zones in it that can make the damage in a robot crash greater than it otherwise could be.
On breakaway mounts for over-arm, the biggest factor to evaluate is repeatability:
- How repeatable is the tool center point of a breakaway mount in the event of a collision?
- When I crash does it come back to the same spot every single time?
Poor mounting always comes down to repeatability. If a mount isn’t installed properly, or if the mount is replaced and the mounting has a poor fit-up to the robot or isn’t consistent, then the programmer will need to constantly make touch ups to the robot path to account for the lack of TCP repeatability.
Then when it crashes again and the mount again needs replacing, more reprogramming will need to take place to account for the variance in repeatability, and the welding cell loses valuable time it otherwise should be using to product parts. Robust and reliable robot welding torch mounting will have the repeatability and consistently to minimize this kind of reworking, keeping productivity high and downtime low.

For solid mount, look at how or if the solid mount secures the torch cable on the back end of the front module:
Does your solid mount use a clamshell-style or "C" clamp-style mechanism?
- How does it key into position?
- Does it capture the torch cable in a top to bottom style with an anti-rotation key?
- Does it a slip with a rotation key?
- How big are the rotation keys?
- Is it a large slot or a small slot?
In terms of torch mount qualities on both setup styles, look for solid machine surfaces and a minimum number of bolt up components. A minimum number might seem counterintuitive, but the fewer components you have the more solid and repeatable the mounting will actually be (within reason, of course). And, if you have multiple angles that are bolted together, each bolt point becomes a position of tolerance. So, with a solid mount machined out a solid piece of aluminum, you’ll typically get a better part that is less prone to error and experiencing tolerance stack up.
Important Questions to Ask About Torch Mounts
- Is the over-arm mount of torch neck the strong point of my setup?
- How repeatable is the torch neck within the mount and is it secured?
- Does the mount secure my cable?
- Is my strain weight on my breakaway mount correct?
- Are there any dead zones in my collision mount?
Today, it’s not enough to just have an automated welding process. Sure, it saves your production time and money over traditional manpower for those high production applications, but is it producing enough? Just accepting your current automated welding setup as the best it can be – or it not being prudent to look at alternatives – may be selling your companies’ capabilities and bottom line short.
As welding automation continues to evolve and welding equipment manufacturers continue to push to present greater value to welding operations across the world, ask yourself if you’re getting all that you can from your current equipment. It’s too valuable to just rest on the best practices of 10 or even 5 years ago. Manufacturers are moving continuously to make automated welding a more efficient, user-friendly, and profitable operation for you.
Now that we’ve gone through the entire anatomy of the robot welding torch, isn’t it time to take a look at what you’re using and really putting it through the test? The right torch for the right job – using the best practices and materials you can – will always produce the most ROI and create the most value out of your automated welding process. An unshakeable strategy doesn’t shy away from evaluating all the parts of the process and experimenting with new possibilities in the interest of achieving the goal in a better manner.
Finding the value in all parts of the welding torch setup is no exception. By doing so, it means you’re bringing the value back to your company and supporting a cost-effective and time-efficient operation.
More Information on ABICOR BINZEL Robotic Torch Solutions: